
咨询热线
陈总:13967818606(微信同步)

热门关键词Keywords
联系我们Contact Us
宁波激通金属制品有限公司
联系人:陈总
电话:13967818606(微信同步)
地址:浙江省宁波市北仑区小港街道钟家桥
网址:www.nbjitong.com

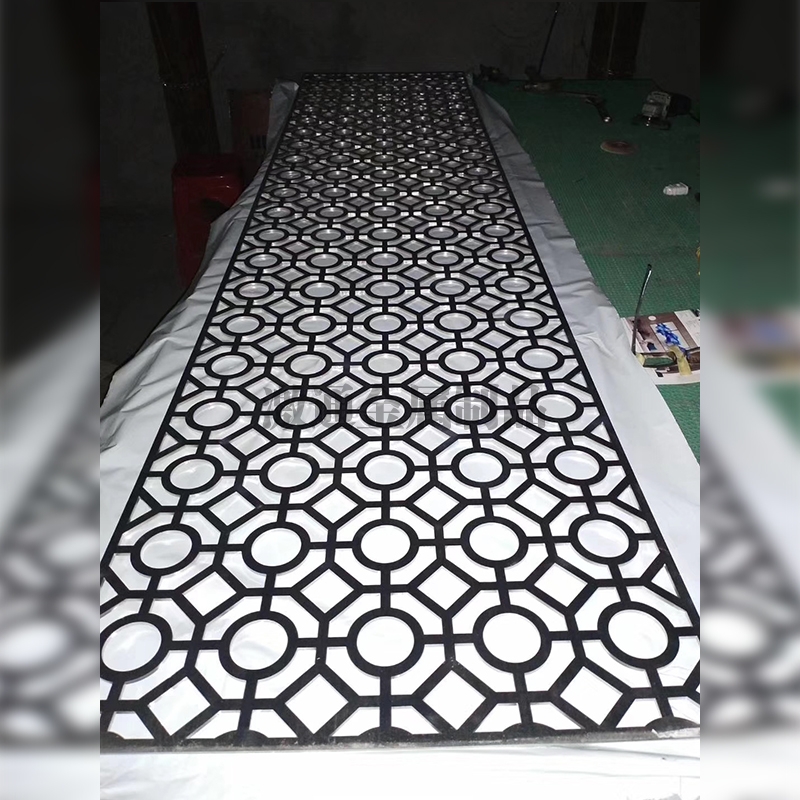
激光切割加工厂家如何解决碳素钢不锈钢板烧边及其挂渣难题
激光切割生产过程中碰到挂渣等难题时要妥善处理,不然会比较严重危害商品的精密度及其外型,在以co2为辅助汽体的碳素钢切割中,解决困难的重点在于怎样抑止氧化还原反应热的造成。激光切割生产加工钣金造成烧边及其挂渣难题缘故激光切割生产加工钣金的时候会造成很多的发热量,一切正常状况下,切割造成的发热量会顺着割缝蔓延到被生产加工钣金件中获得充足的制冷。
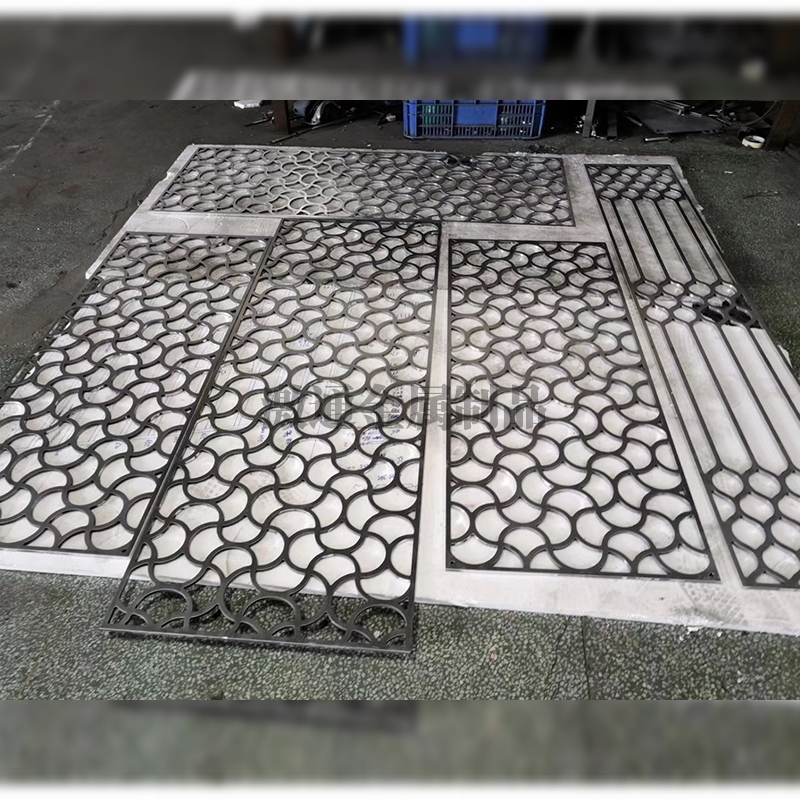
解决激光切割碳素钢在小圆孔切割时产生粗晶的问题:在用co2作为辅助气泡的碳素钢切割中,其难点在于如何抑制产生的氧化还原反应热。可选用破孔时辅助co2,落后转换为辅助气体或N2来切割的方式。这类方式较大 可生产加工1/6厚钢板的小圆孔。
在激光切割机制造厂家对铝合金型材和钢板切割机中的挂渣进行处理:在这类原料的生产加工中,使用的辅助气缸为N2,在切割机上不易产生烧边,但是,由于小圆孔内侧的原材料温度较高,挂渣的状态会比较频繁。合理的解决方案是增加辅助汽体的工作压力,将条件设为高峰值輸出、低頻率的单脉冲条件。辅助汽体应用气体时也和应用N2时一样,是不容易产生粗晶的,但却非常容易在底端发生挂渣,必须将条件设定为高辅助空气压力、高峰值輸出、低頻率的单脉冲条件。
低頻率、高峰值功率的单脉冲切割条件具备能降低发热量輸出的特性,有利于切割条件的提升。把条件设置为单一单脉冲激光、动能抗压强度大的高峰值輸出、低頻条件,可合理降低破孔全过程中熔化金属材料在原材料表层的沉积,合理抑止发热量輸出。

最近浏览:
- 如果判断好一家合格的激光切割加工厂家 2022-01-07
- 有哪些加工技巧技能以及挂渣问题... 2021-12-18
- 激光切割加工厂家加工的品质分辨... 2021-08-18
- 激光切割加工对激光切割加工厂家... 2021-08-18
- 宁波激光切割加工厂家探讨激光切... 2021-08-06
- 你了解如何提高激光切割加工厂家... 2021-07-02
- 激光切割加工厂家四种普遍的激光... 2021-06-28
- 激光切割加工厂家中对不一样原材... 2021-06-25
- 生产厂家应用激光加工在厚钢板光... 2021-04-17
- 不锈钢焊管的激光切管材工艺有哪... 2021-01-22


相关新闻
- 宁波激光切割加工在厚钢板光纤激... 2021-08-30
- 激光切割加工厂家带各位掌握生产... 2021-09-08
联系人:陈总
电话:13967818606(微信同步)
地址:浙江省宁波市北仑区小港街道钟家桥
